


Сварной швов
До зачистки

После зачистки

До зачистки
После зачистки
Что такое снятие облицовки? И почему оно должно считаться?
Зачищать швы ты можешь, главное что бы геометрия сварного соединения была в допусках.
Когда ты заварил сварное соединение там нет больше облицовки. Там есть усиление шва или катет. И я не знаю как у вас, но все мои 20 лет в сварке зачистить это не только щеткой пройти, зачистить это значит привести в соответствие. Зачистить большую чешуйчатость или зачистить замки итд итп. Все одним словом называется. Никогда еще недопониманий не возникало.
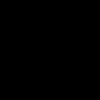
Снял катет? То есть убрал его в ноль?
Покажи мне требование в НД, где написано что нельзя зачищать сварные швы? А не все эти рассказы про то как там руки отрывают.
Снял катет это значит сточил его в ноль. На фото сточено в ноль? А ты знаешь что цвета побежалости, в некоторых НД запрещены и их тоже нужно зачищать?
Я просил НД где зачистка запрещена. А гост 32569 гласит что шов не должен быть мелкочешуйчатым, но без чешуи ему не запрещено быть. Или ты хочешь сказать что если на шве нет чешуи это является браковочным признаком? Тогда вот тебе ситуация. Сварщик сделал слишком большое усиление, мастер выявил и заставил зачистить до требуемых параметров. Естественно чешуи там не будет вообще. Ты считаешь что этот шов в брак, на вырез? Или еще раз наплавлять усиление ради чешуек?
зы: есть много видов сварки где чешуи нет вообще. Сварка под флюсом, с определёнными флюсами дает шов вообще без чешуи. По твоему это тоже дефект?














Сварка и сварщики
908 постов5.1K подписчиков
Правила сообщества
— Посты только по тематике
— Без рекламы
— Без политики